
无铅组装与焊接工艺技巧与缺陷分析
一、组装的基本要求
组装的目的是要按照设计的要求将各类电子元器件安装、焊接在基板上,完全规定的电气互连以达到组装件的各项性能要求。具体来说就是:
①完成元器件和焊盘的电气互连;
②在组装工艺全过程中均不允许对元器件的性能造成损伤;
③组装工艺能满足组装件各项性能,包括可靠性的要求;如焊点能承受热疲劳和机械疲劳试验不失效,在潮热、寿命试验中不产生特性变化和电迁移现象等。
当前电子产品"无铅"化已成必然趋势,且已有相当量的产品,特别是假定产品采用了"无铅"组装。业界对其的认识在不断深入,相关设计、材料、元器件、工艺、设备等方面均在不断完善。
目前"无铅"和有铅在工艺上表现的主要差异为:
・焊接温度高:传统铅锡共晶焊料的熔点为183℃,而无铅焊料一般均在217℃以上;
・自校正(Self alignment)能力及侵润性能差;
・工艺窗口狭窄:由于无铅焊料熔点的提高和元器件对温度承受能力的限制造成的;
・焊点外观差。
根据上述差异和组装的基本要求,以下将分别讨论焊料、焊接界面、工艺诸方面对产品质量的影响。
二、焊料特性与可靠性
焊料包括合金焊料和焊膏,分别适用波峰焊和再流焊。
合金焊料是基础材料。两种或两种以上的物质混合形成均匀稳定得分散体系叫作溶液。焊料合金属于固态溶液或称固溶体。相图也称平衡图,用来反映在平衡时温度、组份、相之间的关系。焊料合金在不同组份、不同温度条件下通常呈现三种基本形态:固相、固液共存相(可有几个不同相)及液相。
电子封装行业关心的是焊料在热熔焊后形成焊点对可靠性的影响。合金焊料除了导电性能、机械及热学性能(极限抗拉强度、延伸率、杨氏模量、热膨胀系数)等外,特别关注焊料以下方面的特性:
(1)熔融特性
对于共晶组份的焊料合金有明确的熔点,对不具有共晶组份的焊料合金可以采用固相点、液相点和熔程来表征合金焊料的熔融特性。
(2)浸润特性
润湿特性是焊料最重要的特性,通常可用润湿称量法来测定。
温度对润湿性有很大的影响,通常温度越高润湿性越好,这和表面张力的减小及界面反应有关。无铅焊料的浸润特性比SnPb焊料差。
(3)界面层形态
它对连接的可靠性影响很大,特别是形成很厚反应层时,曾经故容在Sn中的Cu以化合物的形式分散在焊点中,可以认为形成了同尺寸的缺陷,应尽可能避免。因为反应层是金属间化合物(IMC),比较脆且不易与被焊面热膨胀系数匹配。
焊膏是适用于印刷、再流焊工艺的专用焊料。焊膏由焊料合金粉末、助焊剂、粘结剂和溶剂等组成;有固体、有机挥发物和非挥发物。除需具有合金焊料的特性外还需具备:
(1)可印刷性
可印刷性包括焊膏的流变性和触变性(thixotropic)。焊膏是一种糊状物,称为浆料(pastes),它不同于普遍的液体仅具有流动性,也不同于仅有黏度的普通浆糊。焊膏的这种特性可以保证在刮板应力和模板张力的共同作用下,被淀积到基板的焊盘上并保持所需要的外形。焊膏的黏度随刮板施加的切变应力减小,即因"触变"使黏度减小,流动性增大;在不施加刮板压力的情况下,焊膏不具有流动性,而保持外形不变。测量切变应力与黏度的关系曲线可以比较定量地确定该类浆料的触变性能。触变性好的焊膏可以保持印刷在焊盘上的焊膏外形不变,不坍塌(Slump)。焊膏在印刷时具有流动性而在熔融时也再次具有流动性,再流焊(Reflow)也因而得名。
(2)助焊活性
在焊膏中含有助焊剂,兼有去除被焊导电界面氧化物、污染物清洁与润湿表面的作用。无铅焊膏由于浸润稍差而希望助焊剂的活性较强,但又必须使之不产生有害的影响。
三、焊接界面材料
印刷、再流和波峰焊是目前在板极组装中使用最为普遍和成熟的工艺。然而随着电子产品的日趋微小型化和"绿色"环保的要求使组装工艺面临新的挑战,特别是在"无铅化"的要求提出以后。再流焊和波峰焊都是采用焊料将元器件的引出端与基板上的焊盘进行电连接的。它不同于芯片/丝键合(Chip/Wire bonding)工艺和接插件的直接结触电连接。与焊料相连接的两个导体界面元器件引出端及焊盘材料必须满足以下性能:
(1)可焊性
常用浸润性(Wettability)来表征焊料的焊接能力。润浸性能在多数情况下,使用时是采用合适的助焊剂和清洁被焊表面来加以改进的。
(2)耐焊性
由浸析作为(Leaching)引起的,亦称抗浸析力(Resistance to solder leaching)在再流焊或波峰焊的过程中,元器件引出端及焊盘上材料成份会溶入焊料中,这被称为浸析作用。会对互连造成有害的影响。例如纯金导体有良好的抗氧化性和低的电阻率,但金极易溶于焊料中,因而镀金元器件引出端会因浸析作用而破坏电连接。铜亦会因浸析作用而溶入焊槽中,铜溶入会改变焊料的熔点或液相点。
(3)剥离强度(Pull strength)
用以表征焊点与被焊接界面的附着(Adhesion)特性。包括与元器件引出端及基板的被焊接导体界面。
(4)电阻率(Resistivitty)
为保证有良好的电气连接性能,焊接界面导体必须要有低的电阻率。
焊料和被焊接界面熔融冷却后形成焊点。焊点既承担电气连接的功能,同时又必须满足一定的机械强度要求以保证在热疲劳、机械疲劳、以及潮湿、盐雾等各种环境试验下产品不失效。
四、元器件与基板
对元器件和基板除了考虑上述焊接界面导体的要求外,新焊料的使用还必须考虑与元器件引出端、基板焊盘以及工艺(包括相关设备)的兼容性。
①提高元器件对温度的适应性:以锡银铜(SAC)为代表的无铅焊料其焊接温度约比传统铅锡焊料高40℃,必须保证在较高的温度下产品不失效,不引起特性的退化;
②提高基板的材质对温度的适应性:在焊接温度提高后,基板仍需保证其平整度,不产生翘曲等形变。目前FRl板材不能用无铅制程生产;因其Tg点约为90℃,CEM1及FR4可用于无铅生产,其Tg点大于130℃;
③基板镀层的影响:镀层除抗氧化和改善浸润性能外,也需防止因浸析作用对互连的影响。无铅的SAC焊料对铜的浸析作用比传统焊料强。这对覆铜的印制板来说尤需引起关注,对波峰焊来说铜溶入焊槽会引起熔点的升高,而提高温度又会使更多的铜浸析、形成恶性循坏。因而改进和关注板的镀覆材料也很重要;
④目前尚有部份元器件尚未实现"无铅"化,尚有许多工作要做。
五、工艺
考虑到无铅焊料与传统铅锡类焊料的差异,就需要从工艺控制上来弥补其不足,达到产品组装的要求。
主要因素有:
焊膏印刷定位精度提高,以弥补无铅焊膏自校准能力差。再流焊工艺与设备:工艺窗口的狭窄就要求设备的控温精度更高,并能具有氮气气氛控制,以改善浸润性能;同时要根据组装产品的不同特点合理设置温度曲线。
再流焊温度曲线一般由升温予热、均温予再流、再流区及冷却区组成。
典型升温速率为0.5℃~1.5℃,一般不超过2℃。
峰值温度推荐值为235℃一245℃,范围为230℃~260℃,目标为240℃~245℃。
停留在液相温度以上时间为45s~75s,允许为30s~90s,目标为45s~60s。
再流焊曲线总长度:从环境温度升至峰值温度时间为3min~4min。
在进入液相温度再流区前要完成的功能是:使焊膏中的有机成份及水气充分挥发;使被焊元器件预热,大、小元器件温度均衡;焊膏中的助焊剂充分发挥活性,清洁被焊面。
具体再流焊温度曲线的设置,要根据焊膏的特性,如熔点或液相线温度、助焊剂活性对温度要求、组装产品的特点来决定。
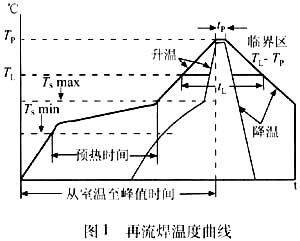
图1为JDEC(国际电子互连封装协会联合数据中心)推荐的再流焊温度曲线(IPC/JDEC-STD一020B)的示意图。
图1中:临界区指开始出现液相温度(TL)至峰值温度(TP)的区域;超过液相线的时间为tL(即处于临界区的时间)。
为节约成本,目前对一般产品并未采用氮气气氛。
六、常见缺陷分析
在组装中常会出现各种互连缺陷、焊点缺陷、电迁移现象等。采用"无铅"组装后更容易出现各种缺陷,对工艺控制的要求也更高了。
1、互连缺陷
锡珠
在再流焊时,本应在焊接介面上形成焊点的焊膏飞溅到基板上形成锡珠。锡珠的滚动极易造成短路。焊接介面浸润性差;焊膏量过多、贴片压力过大,将焊膏挤压到焊盘外;焊料中含较多水份;以及再流焊温度曲线予热及予再流焊区设置不当;未使焊膏中有机物和水汽在进入再流区前充分挥发,均会产生锡珠。
冷焊
焊骨未能充分熔融并与焊接界面浸润即形成冷焊也称"虚焊"。焊接界面浸润性差,微小型元器件与热容量大的元器件如功率器件同时组装时,温度曲线设置不当,在进入再流区时大小元器件未能均温、助焊剂未充分发挥活性等均会造成冷焊。
元器件共面性差及"立碑"
这是由于被焊接元件两端面受焊料表面张力不均衡形成力矩造成的。如因温度不均匀等因素使元件一端焊料先于另一端熔化、一端可焊性差等。极端的情况下,如片状元件的一端脱焊,一端焊牢,力矩的作用使元件竖起来即形成所谓的"立碑"现象。
焊接面空洞或称微孔
空洞的位置和分布可能会是造成电连接失效的潜在原因。特别是功率元件空洞会使元件热阻增大,造成失效。造成空洞的原因可有以下方面:焊接面存在浸润不良点;焊接面与焊盘面不平整;再流焊温度曲线的设置未能使焊膏中的有机挥发物及水分在进入再流区前挥发;这些都可能导致空洞的产生。对焊接面比较大的焊盘常设计成网格状,留出有机物挥发的通道。此外,使用无铅焊膏焊点中的空洞数量多于使用铅锡焊膏的焊点,在熔融状态下SnAgCu合金比SnPb合金的表面张力更大,表面张力的增加势必会使气体在冷却阶段的外逸更困难,使空洞的比例增加。
焊点裂纹
这是由于应力不匹配造成的。此外无铅焊点常形成IMC,相对较脆,脆化机理因焊盘的表面处理而异,常规的焊盘镀层在高温工作或强机械冲击下容易脆化。
锡须(Whisker)
锡须容易造成短路。纯锡焊料最容易产生锡须.热应力、机械应力及Cu向Sn扩散均会造成锡须。通过PCB板镀层改善的方法有:在锡和铜之间加镍或银作为隔离层;增加锡层的厚度或采用雾面锡;基板镀锡后采用24h、1 50℃/hr的后烘烤工艺。
上述互连缺陷是比较直观的,产生的原因是多方面的,工艺中有许多容易被忽略的因素往往会导致缺陷的产生。以上我们多处提及焊膏和焊接界面的浸润性差会导致多种缺陷的产生,但不清洁同样会造成浸润性差,如多次印刷后模板有沾污,为了清洁模板用了不符合要求的丝中和非无毛纸来擦拭,结果使焊膏中带有大量细小纤维,影响浸润性能且增加了焊膏叶的有机成份。
2、元器件损伤及失效
常见的元器件损伤及失效有:
①在组装过程中,静电防护不当造成的无器件损伤及失效,其中以MOS类器件最为明显,对双极型器件和某些元器件也有一定的影响,这已是业界熟知的;
②焊接温度对元器件造成的元器件损伤及失效,如某些电解电容器、一些小型变压器的骨架不耐高温等,需要注意对元器件的选择。此外一些热敏元件如聚合物开关(PWS)在再流焊后阻值会发生变化,在温度降低后仍不能恢复,可以采用厂商推荐的温度循环工序后得到改善;
③由浸析作用造成元器件引出端及基板上焊盘的破坏,特别是金、银镀层的焊接界面。
3、电迁移
这里电迁移通常是指在电场的作用下导电离子运动造成元件或电路失效的现象。有发生在相邻导体表面的如常见的银离子迁移和发生在金属导体内部的金属化电迁移。
银离子迁移
银离子迁移或简称银迁移(Silver Migration)现象是指在存在直流电压梯度的潮湿环境中,水分子渗入含银导体表面电解形成氢离子和氢氧根离子:
H20→H++OH-
银在电场及氢氧根离子的作用下,离解产生银离子,并产生下列可逆反应:

在电场的作用下,银离子从高电位向低电位迁移,并形成絮状或枝蔓状扩展,在高低电位相连的边界上形成黑色氧化银。通过著名的水滴试验可以很清楚地观察到银迁移现象。水滴试验十分简单,在相距很近的含银的导体间滴上水滴,同时加上直流偏置电压就可以观察到银离子迁移现象。笔者试验中导体间距为偏置电压为5V。加蒸馏水滴样品起始电流为0.08mA,20min后银迁移发生形成导通。加自来水滴时起始电流为0.15mA,10min后形成导通。在厚膜电路陶瓷基板上,和PCB上均可观察到银迁移现象。
银离子的迁移会造成无电气连接的导体间形成旁路,造成绝缘下降乃至短路。除导体组份中含银外,导致银迁移产生的因素还有:基板吸潮;相邻近导体间存在直流电压,导体间隔愈近,电压愈高愈容易产生;偏置时间;环境湿度水平;存在离子或有沾污物吸附;表面涂覆物的特性等。
银迁移造成旁路引起失效有以下特征:
在高湿存在偏压的情况下产生;银离子迁移发生后在导体间留下残留物,在干燥后仍存在旁路电阻,但其伏-安特性是非线性的,同时具有不稳定和不可重复的特点。这与表面有导电离子沾污的情况相类似。
银迁移是一个早已为业界所熟知的现象,是完全可预防的:在布局、布线设计时避免细间距相邻导体间直流电位差过高;制造表面保护层避免水汽渗入含银导体。对产品使用环境特别严酷的(如接近100%RH,85℃)可将整个电路板浸封或涂覆来进行保护。此外,焊接后清洗基板上助焊剂残留物,亦可防止表面有导电离子沾污。
金属化电迁移
直流电流通过导体时,金属中产生的质量输运现象就称为金属化电迁移,即金属中的离子迁移。自1966年发现Al膜电迁移是硅平面器件的一个主要失效原因以来,对器件中金属化电迁移现象就进行了广泛而深入的研究。
金属是晶体,在晶体内部金属离子按序排列。当不存在外电场时,金属离子可以在品格内通过空位而变换位置,这种金属离子运动称为自扩散。因为任一靠近邻近空位的离子有相同的概率和空位交换位置,所以自扩散的结果并不产生质量输运。当有直流电流通过金属导体时,南于电场的作用就使金属离子产生定向运动,即金属离子的迁移现象。电迁移伴随着质量的输运。所谓金属电迁移失效,通常是指金属层因金属离子的迁移在局部区域由质量堆积(Pileup)而出现小丘(Hillock s)或品须,或由质量亏损出现空洞(Voids)而造成的器件或互连性能退化或失效。通常在高温、强电场下引起。不同的金属产生金属化电迁移的条件是不同的。