
HDI板盲孔金属化及其品质改良方法探讨
2. HDI板盲孔切片合格率现状分析
对所有HDI板在沉铜工序后做首板/抽样盲孔切片监控,其中每台CO2激光钻孔机的首板做1~2panels,取切片6pcs;对首板认可的HDI板每60panels抽lpanels,取切片2pcs,由物理测试室对盲孔切片进行检查分析。根据物理测试室的分析,HDI板盲孔切片的主要缺陷(与钻孔有关)有:孔形差、拐角铜簿、拐角裂缝、折镀等,盲孔切片缺陷实例分析如表2-1(见下页) :


以上盲孔均为三台激光钻孔机,在正常钻孔参数下生产,盲孔介质材料均为FR4(1080系列)。主要的制作工艺为Large window,在激光钻孔、钻孔、PTH后制作盲孔切片所拍摄的图片。
3. 盲孔缺陷原因分析
2005年每月HDI板盲孔切片主要缺陷统计如下表所列:
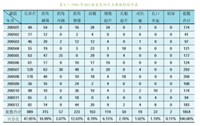
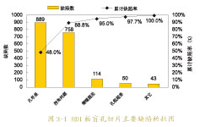
分析说明 :由上述图表可知,“孔形差”占到2005年盲孔切片主要缺陷的近一半,其次是拐角问题(包括拐角铜簿、拐角开路、拐角裂缝、折镀),这两项缺陷是盲孔切片主要缺陷的重点。
经长期观测分析,“孔形差”多数是由于玻璃纤维突出引起的(如表2-1中图④、图⑥所示) ;拐角铜簿、拐角开路、拐角裂缝、折镀等拐角问题同样与盲孔孔壁的玻璃纤维突出有直接关系(如表2-1中图①、图②所示) ;而侧噬超差(孔口悬铜、孔底凹噬)主要与conformal mask工艺的激光钻孔参数偏大以及沉铜前的Desmear有关:孔粗超差则直接反应出了玻璃纤维突出对孔壁质量的影响。
由此可见,“玻璃纤维突出”是以FR4(1080系列)为盲孔介质材料的HDI板的盲孔缺陷的关键诱因,在我司当前CO2激光钻孔机的加工能力条件下,减少盲孔孔壁的玻璃纤维的突出,是改善盲孔品质的一个关键途径,最直接的方法是改良FR4(1080系列)的玻璃纤维结构及其特性,从而达到盲孔孔形的改良。
4. 相关试验及其结果分析
当前已有不少PCB制造企业采用LDP制作HDI板,并已经实行量产。为了考察LDP对我司HDI盲孔加工的实际效果,以下分(I)LDP结构分析:(Ⅱ)用LDP做激光钻孔试验;(Ⅲ)对LDP制作HDI板的盲孔可靠性测试等三个方面进行相关测试与评估:
I.LDP结构分析
(1)LDP简介
LDP是Laser Drilling Prepreg的简称,即“可激光钻孔的粘结片”,据LDP生产商介绍,其优点有:
①优良的激光钻孔性能;
②低热涨系数和良好的尺寸稳定性;
③表面平滑且具有较好的平整度;
④高开纤利于耐金属离子迁移;
⑤有利于积层法多层板的高刚性化;
⑥可使用常规的层压、蚀刻等加工工艺进行加工等。
LDP有-上述的优点,是由于LDP与普通玻璃布粘结片有如下不同点:经纬纱数不同,厚度不同,相同布重的可激光钻孔玻璃布厚度薄一些,可激光钻孔玻璃布的经纬纱散开和扁平,空隙小。此外,激光钻孔布加入了有利于吸收激光的化学成分。
(2)试用LDP的结构分析
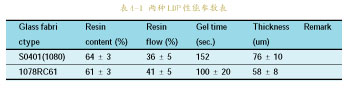
此次试用的LDP有两种,分别是LDP:S0401(1080)、LDP-1078,其主要性能参数如下表一所列:
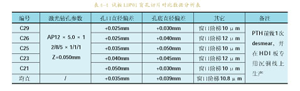
两种LDP与FR4(1080)玻璃纤维的微观图如下表二所列:

说明:
① 表4-2中S0401(1080)配方:普通树脂+1080玻璃纤维布,图中玻璃纤维束纵向平均宽度约382μm,横向平均宽度约278μm,高开纤结构,玻璃纤维几乎无间隙。
② 表4-2中1078配方:MPP-97树脂+1078玻璃纤维布,图中玻璃纤维束纵向平均宽度约450μm,横向平均宽度约273μm,高开纤结构,玻璃纤维无间隙。
③ 表4-2中1080为普通FR4玻璃纤维布,其配方为GA-HF-14树脂+1080玻璃纤维布,图中玻璃纤维束纵向平均宽度约292μm,横向平均宽度约345μm,玻璃纤维间隙尺寸70μmxl31μm。
II. 用LDP做激光钻孔试验
在了解了LDP的基本特性后,此次测试选取了上述两家主要板材供应商生益科技、宏仁电子的
可激光钻孔的粘结片制作专用HDI试板,通过激光钻孔试验测试、评估LDP的激光钻孔以及成孔的效果,并与我司当前使用的普通FR4粘结片的HDI盲孔(如表2-1所示)做比对,以检验其对HDI盲孔的改良效果。
试板物料:生益科技LDP:S0401(1080)、宏仁电子LDP:1078;
试板制作:选取生益科技芯板与S0401(1080)、宏仁电子芯板与1078,用积层法压制4层HDI板,代号分别为“LDP01”、“LDP02”。
(1) LDP激光钻孔对比试验
试验方法:定位选取试板LDP01的C/S面一个耐电流测试单元(如后文中图4-2所示)的30个盲孔中的5个,在激光钻孔机上加工,参数为APl2X5.0X12/8/5X1/1/1,焦距Z=-0.050mm。激光钻孔后立即用可测量百倍镜观测孔径、孔形并记录相关数据和盲孔的相对位置,然后在PTH、PPTH后将该耐电流测试块被选取的5个盲孔做切片分析,所得数据及其切片图如下表4-3所列:

说明:
①上表中PTH、PPTH后拍摄的切片缩图1为盲孔切片经金相显微镜放大200倍后所拍摄的图片,切片缩图2为??盲孔切片经金相显微镜放大500倍后所拍摄的图片。
②由于设备限制,激光钻孔后PTH前没有对盲孔进行孔形的图片拍摄,故暂未列入表格中。
分析:
①激光钻孔后PTH前:盲孔孔口直径基本达到5mils,个别盲孔的孔口不圆;孔底直径在1mil左右,经百倍镜观??察,孔底铜烧蚀较干净,个别孔孔底不圆。
②PTH&PPTH后:孔口直径偏大,个别孔口阶梯超标,孔壁粗糙度较大,孔底拐角处均有不同程度的折镀或裂??缝,个别盲孔单点铜薄:此参数切削玻璃纤维的效果较差。
③数据对比分析如下:
由表4-4数据可知,试板LDP01经1次desmear后激光钻窗后的盲孔孔径增加了1-1.5mil ;窗口阶梯10μm左右,在控制要求的范围(≤10μm)内。
小结:由试板LDP01的盲孔激光钻孔后PTH前与PTH、PPTH后对比试验可知,对以生益科技的S0401粘结片为盲孔介质材料的HDI板在经1次desmear后,盲孔的孔径将增加1mil左右。由此可见,S0401的树脂较易被凹噬,需在控制盲孔孔径时加以考虑1次desmear对盲孔成孔孔径的影响。
(2) LDP激光钻孔孔形试验
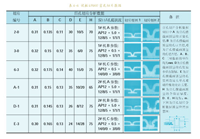
(-).试板LDP01的激光钻盲孔试验数据如下表4-5所列:

分析说明:
①1#机用A参数(SYE现行激光钻孔参数)钻试板LDP01得切片A-1′,在PTH后孔口直径0.150mm,孔底直径0.125mm,盲孔孔径偏大;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、25μm,孔壁较粗糙孔壁门乙底单点最小铜厚为30μm:孔口阶梯超标(经测量阶梯有15μm)。此参数对玻璃纤维的切削效果较差。
②1#机用B参数钻试板LDP01得切片B-2′-1,在PTH后孔口直径0.15mm,孔底直径0.125mm,盲孔孔径偏大;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、20μm,孔壁粗糙度较小;孔壁/孔底单点最小铜厚为35μm;孔口阶梯超标(测量值为15μm)。此参数对玻璃纤维的切削效果好于A参数。
③1#机用C参数钻试板LDP01得切片C-1′-1,在PTH后孔口直径0.165mm,孔底直径0.150mm,盲孔孔径偏大(能量偏大) ;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、20μm,孔壁粗糙度较小;孔壁/孔底单点最小铜厚为30μm;孔口阶梯超标(测量值为15μm)。此参数对玻璃纤维的切削效果好于B参数,但成孔孔径过大。
④2#机用A参数(SYE现行激光钻孔参数)钻试板LDP01得切片A-l-2,在PTH后孔口直径0.155mm,孔底直径0.125mm,盲孔孔径偏大;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、20μm,孔壁粗糙度较大;孔壁/孔底单点最小铜厚为45μm;孔口阶梯超标(测量值为15μm)。此参数对玻璃纤维的切削效果不佳。
⑤2#机用B参数钻试板LDP01得切片B-l-2,在PTH后孔口直径0.15mm,孔底直径0.125mm,盲孔孔径偏大;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、20μm,孔壁粗糙度较小;孔壁门乙底单点最小铜厚为40μm;孔口阶梯超标(测量值为15μm)。此参数对玻璃纤维的切削效果好于A参数。
⑥2#机用C参数钻试板LDP01得切片B-1′-1,在PTH后孔口直径0.15mm,孔底直径0.125mm,盲孔孔径偏大;上表4-5中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、15μm,孔壁粗糙度较小;孔壁门乙底单点最小铜厚为30μm;孔口阶梯超标(测量值为15μm)。此参数对玻璃纤维的切削效果好于A参数。
小结:从LDP01在1#机、2#机的激光钻孔后PTH的盲孔金属化效果来看,以生益科技专用于HDI板激光钻孔的S0401胶片为盲孔介质材料较普通FR4胶片易于加工,主要表现在玻璃纤维突出相对较少,孔壁粗糙度较小,易于desmear(孔口阶梯最大15μm),较易沉铜/镀铜,但需改善孔壁质量和控制孔径。
(二).试板LDP01的激光钻盲孔试验数据如下表4-6所列:
分析说明:
①1#机用A参数(SYE现行激光钻孔参数)钻试板LDP02得切片2-0,在PTH后孔口直径0.135mm,孔底直径0.1lmm,盲孔孔径略大,但在接收范围内:上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为10μm、5μm,孔壁度粗糙较小;孔壁/孔底单点最小铜厚为30μm;窗口较平坦,阶梯小;盲孔金属化效果较好,此参数对玻璃纤维的切削效果较好。激光钻孔后孔径、孔形、盲孔金属化效果均达到了接收要求。
②1#机用B参数钻试板LDP02得切片3-0,在PTH后孔口直径0.15mm,孔底直径0.12mm,盲孔孔径稍大;上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为6μm、0μm,孔壁度粗糙小;孔壁/孔底单点最小铜厚为35腥m;窗口较平坦,阶梯小;盲孔金属化效果较好。此参数对玻璃纤维的切削效果较好,PTH后盲孔孔径稍偏大,孔壁粗糙度小,玻璃纤维突出小,总体孔形良好。
③1#机用C参数钻试板LDP02得切片6-3,在PTH后孔口直径0.175mm,孔底直径0.14mm,盲孔孔径过大;上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为15μm、0μm,孔壁度粗糙较小;孔壁/孔底单点最小铜厚为40μm;窗口较平坦,阶梯小:盲孔金属化效果较好。此钻孔参数的玻璃纤维切削效果较好,但盲孔孔径偏大,仍需调整。
④2#机用A参数(SYE现行激光钻孔参数)钻试板LDP02得切片A-1,在PTH后孔口直径0.15mm,孔底直径0.13mm,盲孔孔径偏大上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为10μm、20μm,孔壁度粗糙较小;孔壁/孔底单点最小铜厚为35μm;窗口较平坦,阶梯小:盲孔金属化效果较好。此参数对玻璃纤维的切削效果一般。
⑤2#机用B参数钻试板LDP02得切片D-1,在PTH后孔口直径0.145mm,孔底直径0.13mm,盲孔孔径偏大;上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为8μm、12μm,孔壁度粗糙较小;孔壁门乙底单点最小铜厚为24煌m;窗口较平坦,阶梯小;盲孔金属化效果较好。此参数切削玻璃纤维较A参数好
⑥2#机用C参数钻试板LDP02得切片D-1,在PTH后孔口直径0.165mm,孔底直径0.13mm,盲孔孔径偏大;上表4-6中对应切片缩图的左右孔壁的最大玻璃纤维突出分别为14μm、28μm,孔壁粗糙度较大;孔壁门乙底单点最小铜厚为24LJm;窗口较平坦,阶梯小;盲孔金属化效果较好。此参数切削玻璃纤维不如A、B参数好。
小结:从LDP02在1#机、2#机激光钻孔后的盲孔分析来看,以宏仁电子LDP为盲孔介质材料比普通FR4胶片加工效果有明显改善,主要表现在玻璃纤维突出较少,孔壁粗糙度较小,盲孔金属化效果较好,但仍需保持改善孔壁质量的前提下控制孔径。
(3) LDP激光钻孔可靠性试验做完孔形分析后,我用正常生产参数将试板按既定流程做到电子测试工序。并在生产过程中,针对盲孔进行常规可靠性测试,主要有耐电流测试、电子测试、热应力测试等。
(-). 耐电流测试
LDP01、LDP02两款试板均为一阶A类HDI板,即“l+n+l”结构,按照我司工艺文件:《HDI板制作工艺》要求,一阶A类HDI板的耐电流测试结构单元,指耐电流测试设计的图形中的重复单位即单个盲孔,由三十个依次串联的盲孔连接成耐电流测试结构单元链,二端引出焊盘。
试板每个SET的耐电流测试单元横截面示意图如下图4-1所示
试板每个SET的耐电流测试单元在外层蚀刻后,板面示意图如下图4-2所示

上图4-2中A、B为测试焊盘,图中蓝色曲线表示耐电流测试结构单元的串联路线。由于耐电流测试暂定于沉金工序生产后进行,LDP01、LDP02两款试板均设计为沉金板。我司耐电流测试的接受标准为:1.7A≤输出电流<2.1A。测量方法:直接将直流稳压稳流电源的正负极连接探针测试耐电流测试PAD的两端(如图4-2中A、B焊盘),观察显示电流稳定后的输出电流值,判断盲孔镀铜的可靠性。
由表4-7数据可知,LDP01、LDP02耐电流测试合格率较高,盲孔镀铜的可靠性较好,这也可从表4-3、表4-5、表4-6中D(盲孔横截面测量的孔壁最小单点铜厚)的测量值以及盲孔镀铜孔形可看出。
(二)、电子测试
LDP01、LDP02两款试板在铣外形后,各抽取10SET(报废的单元除外)进行电子测试,测试每款板的详细缺陷分析数据及其报废统计数据见下表4-8所示


分析说明:
①LDP01、LDP02两款试板均为样板HDI,没有制作针床因而采用飞针测试(SYE飞针4#机)。
②上述测试数量单位为“单元”,LDP01每SET=10U,LDP02每SET=16U;上表中抽测到的缺陷均在不同单元,且仅有一个缺陷。
③LDP01的“外0其它”缺陷经检查为少孔引起,主要与“盲孔蚀刻2”有关;LDP02的“内0”缺陷经检查分析为内层(L3)的线路开路引起,其余缺陷均与盲孔可靠性无关。由此可知抽测的两款试板电子测试后均未发现盲孔导通的电性能问题。
(三)、热应力测试
在做完电子测试后,选取合格的试板进行热应力测试。当前,对HDI板的热应力测试方法参考“IPC-TM-650? 2.6.8”条款的标准。
测试条件是--烘箱干燥温度:100±5℃,烘板时间:4小时,锡温为:260±5℃,浸锡时间:10秒,浸锡次数:10次,浸锡间隔:10分钟。
环境条件是--室温:20±3℃,相对湿度:≤85%。
LDP01、LDP02两款试板均热应力测试盲孔切片图如下表所示:

通过针对盲孔进行的耐电流测试、电子测试、热应力测试等常规可靠性测试,初步检验了LDP01、LDP02两款试板的盲孔品质。可以看出LDP有利于盲孔的激光钻孔加工,其可靠性也较高。
